Update: 08.05.2018 Noch ist kein ganzes Jahr um, aber ein Resümee ist mittlerweile zieh bar. Die MH 25 SV macht ihr Ding. Nach wie vor, Elektronik war anfänglich defekt. Hier gehe ich von Kinderkrankheiten aus. Manche Fehler, die auftraten, waren Folgefehler daraus und waren nach dem Wechsel der Elektronik nicht mehr reproduzierbar.
Gerade habe ich hier die Optimum MH 25 SV vor mir stehen und möchte dazu ein paar Worte verlieren.
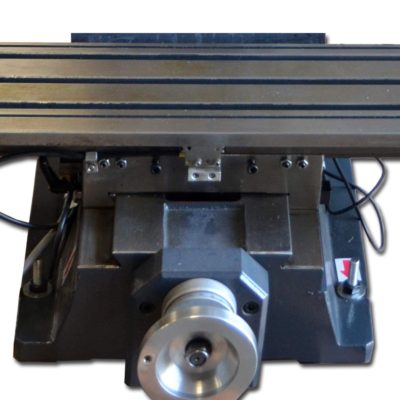
Ich hatte nun schon bald 8 Jahre Erfahrung mit meiner umgebauten Optimum BF 20 sammeln dürfen. Viel Platz ist bei mir nicht, doch etwas mehr Leistung könnte es schon sein, damit die Fräsarbeiten schneller vonstattengehen. Da kommen mir die 1,5 kW Spindelleistung der OPTImill MH 25 schon recht, gegenüber den 850 W der BF 20. Der Arbeitstisch ist gute 100 mm länger, was für mich nicht von belang ist. Der Kreuztisch wurde etwas überarbeitet und ringsherum eine Sicke für den Ablauf der Kühlflüssigkeit eingearbeitet.
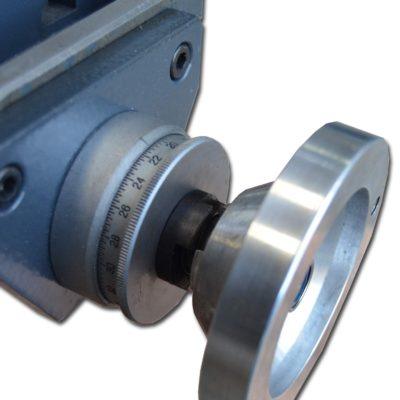
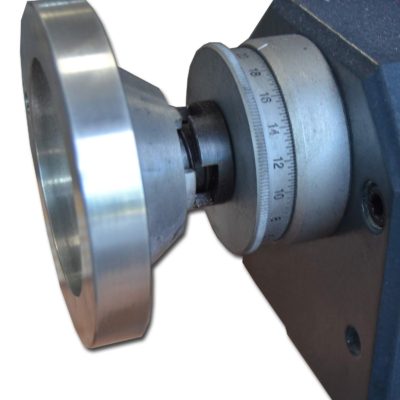
Da die Achsen jetzt über ein Bedienpult angesteuert werden können, wurden die Alu-Handräder über eine einfache Mechanik mit Federn entkoppelt. So drehen die Handräder sich im Schrittmotormodus nicht mit. Einfaches hereindrücken der Handräder und man kann, wie damals, durch Drehbewegung an X,Y und Z den Kreuztisch, als auch den Fräskopf in der Höhe bewegen.
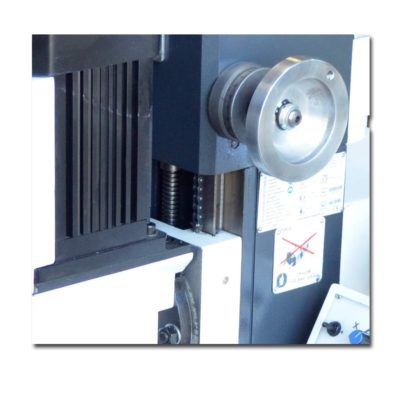
Die Schwalbenschwanzführungen sind bewährte Technik von vor 50 Jahren (und mehr 🙂 ), hatte mit der Technik bei meiner BF 20 kaum Probleme mit. Über die Keilleisten konnte man hier gut nachjustieren. Hoffe hier ist die Verarbeitung ähnlich gut, optisch sieht es zumindest okay aus. An der z-Achse hängt mittels Kette ein Gegengewicht, um den Schrittmotor zu entlasten.
Bis hierhin ist alles gut und alles von der Preisklasse ausgehend akzeptabel.

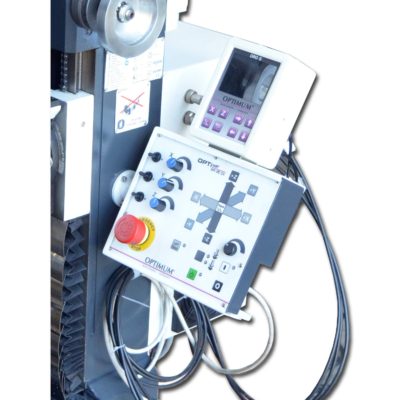

Nun zur Elektronik. Optisch okay, alles gut erreichbar, die Bedienungsanleitungen erklären einem die letzten Unklarheiten, ansonsten sehr intuitiv. Ein paar Sachen sind mir dennoch aufgefallen.
Manchmal hängt die DRO 5 bei der Nullung der einzelnen Achsen. Der Wert der einzelnen Achse stellt nicht auf 0, obwohl mehrfach die Taste lang genug gehalten wurde. Sie nullt sich erst, wenn die Achse bewegt wurde. Der Fehler verschwindet, wenn man die Maschine ausschaltet oder die entsprechende Achse bewegt hatte. Danach kann man bis zu einem gewissen Punkt die Achsen wieder sauber nullen. Der Fehler ist reproduzierbar.
Über die Kippschalter und Poties werden die einzelnen Achsen in die Wunschrichtung und in der gewünschten Geschwindigkeit verfahren. Hat man nun bei Z den Poti voll aufgedreht und will nach + fahren, fängt der Schrittmotor an zu fiepen und nichts bewegt sich. Verringert man die Geschwindigkeit, läuft der Schrittmotor an, anschließend kann man wieder voll aufdrehen. Über eine Justage mittels Motortreiber war dieses Problemchen behebbar.
Der Notaus, er scheint manchmal nicht richtig zu funktionieren. Die Spindel hörte bisher immer auf zu drehen, nur X oder Y bewegten sich trotzdem weiter – immer nur eine der beiden Achsen. Durch Schalter auf Nullstellung oder anfahren des Endstops hörte die jeweilige Achse auf zu verfahren. Der Fehler ist und kann erzeugt werden, wenn auch ich nicht genau weiß durch welche Handlung dieser Fehler hervorgerufen wird. Hier stellte sich heraus, die Steuerplatine hatte einen Defekt. Ein kurzes Telefonat mit Fehlerbeschreibung und die Platine wurde mir ersetzt.
Endstops, Potis, Tochpad, Schalter funktionieren alle zuverlässig und „fassen sich gut an“. Jetzt muss ich nur noch die MH 25 Fräsmaschine mit meiner Netzwerksteuerung Micro Step 42-3 verheiraten, dann bin ich glücklich.
Nun hatte ich das Touchpanel endlich mal ab. Lack auf Lack. 🙁
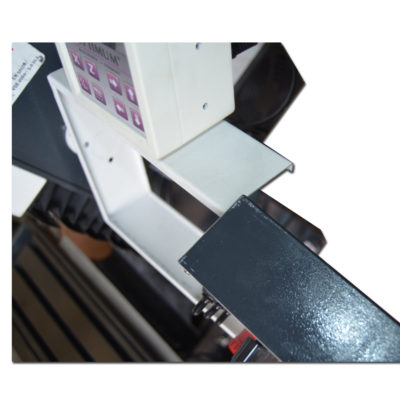


Viele kleine Striemen, beim nur einmaligen Rein- und Herausschieben. Klar, Arbeitsgerät, nur ist es irgendwie nicht schön. Das Kabel ist ausreichend lang mit seinen ungefähren 1,5 m. Das Touchpanel ist handlich, leicht und führt sich gut in der Hand.
Via E-Mail erreichte mich die Frage, ob denn das Lüfterrad zur Kühlung des Spindelsmotors permanent laufen würde. Ja, sobald der Schaltschrank unter Strom steht, ist auch das Lüfterrad aktiv.
Beim Basteln hatte ich die DRO 5 abgezogen, sobald diese nicht mehr mit dem Rest der Maschine verbunden ist, läuft auch die Spindel nicht mehr an. Wieder anstecken und alles funktioniert wie zuvor, nur sucht man halt erst einmal nach dem Fehler.
Hi Patrick
I purchased the same machine 1 year ago. On arrival I checked the runout of the spindle and found 8/100 while the value was 1/100 on the QC sheet (20/100 at the end of the drill !!). The reset light was faulty on the control panel.
I was told by Optimum the whole batch was wrong and had to be fixed. 3 months later they let me know I could get a fixed one. For practical reason the exchange (First picked up, the new one delivered) could only take place this year in July. Control of spindle runout : OK 1/100, but the spindle did not turn. Yesterday a technician went here and found some plugs were loose. Fixed!! (and the reset light works). I would be interested by your experience with this machine (not used here yet).
Hi Jean-Marc, i have a little bit trouble with electronic, but not so big like you. I will check my spindle. Thanks for answere.
Purchsed the same 1 year ago. Runout of the spindle : 8/100 (!) against 1/100 in the QC sheet (chinese control…). The whole batch was reportedly wrong and had to be fixed.
Not used yet.
I suggest you verify the spindle turnout and I would be very interested by your early experience.
Hallo Patrick,
super, die erste wirklich verwertbare Information im Netz zur MH25SV. Dafür Danke!
Gibt es eigentlich eine Schnittstelle (außer die zum Panel) um die einzelnen Achsen mit einer CNC Steuerung zu verbinden? Oder sind dort sogar Treiberstufen verbaut und man könnte direkt mit einem PC und G-Code arbeiten?
Leider finde ich im Netz keine Bedienungsanleitung bzw mehr Infos.
Gruß Andreas
Hi Patrick
As stated above, I received my MH25-SV in July and after the technician had fixed the issue of the not turning spindle ….5 days later once more the spindle did not start any longer !.
3 weeks later another technician rewied all the stuff disassemble the head, check the wiring inside, etc… The machiine worked….but 3 hours later the spindle did not turn anymore!GRRRRR!!!
The technician came here once more and concluded that the protection circuit (triggered by transparent screen) was faulty, and I asked him to neutralize the protection. Since then the spindle runs as a charm, though I’ve not used the mill , spending my time to purchase tools for it. What about your experience in milling with it??
Hope one day a CNC kit (ballscrews, nuts and controllers) will be available.